 MHI Solutions Improving Supply Chain Performance
MHI Solutions Improving Supply Chain Performance
SPONSORED CONTENT PRESENTED BY MOVU ROBOTICS

The Movu Robotics portfolio provides low entry, and scaleable warehouse automation solutions for growing businesses, enabling easy installation and adaptability to new business needs through simple integration and a minimal Total Cost of Ownership (TCO) approach.
Movu Robotics is a new and dynamic brand created to bring easier automation so that no warehouse needs to be left behind. Movu’s simple and standardised plug and play solutions not only require less engineering and grant short execution lead times, but also make automation and robotics more accessible and scalable, allowing any warehouse to become more productive, efficient and successful.
To meet challenges such as labour shortages, the need to increase profitability, efficiency, flexibility, accuracy as well as shortening lead times Movu offers a comprehensive and competitive portfolio of innovative sub-systems. The portfolio’s easier, scaleable, flexible and energy efficient solutions are are accessible for all kinds of warehouses and quick to roll out. Let’s take a closer look at the various sub-systems of the Movu Robotics product portfolio:
Movu atlas self-powered pallet carrier system
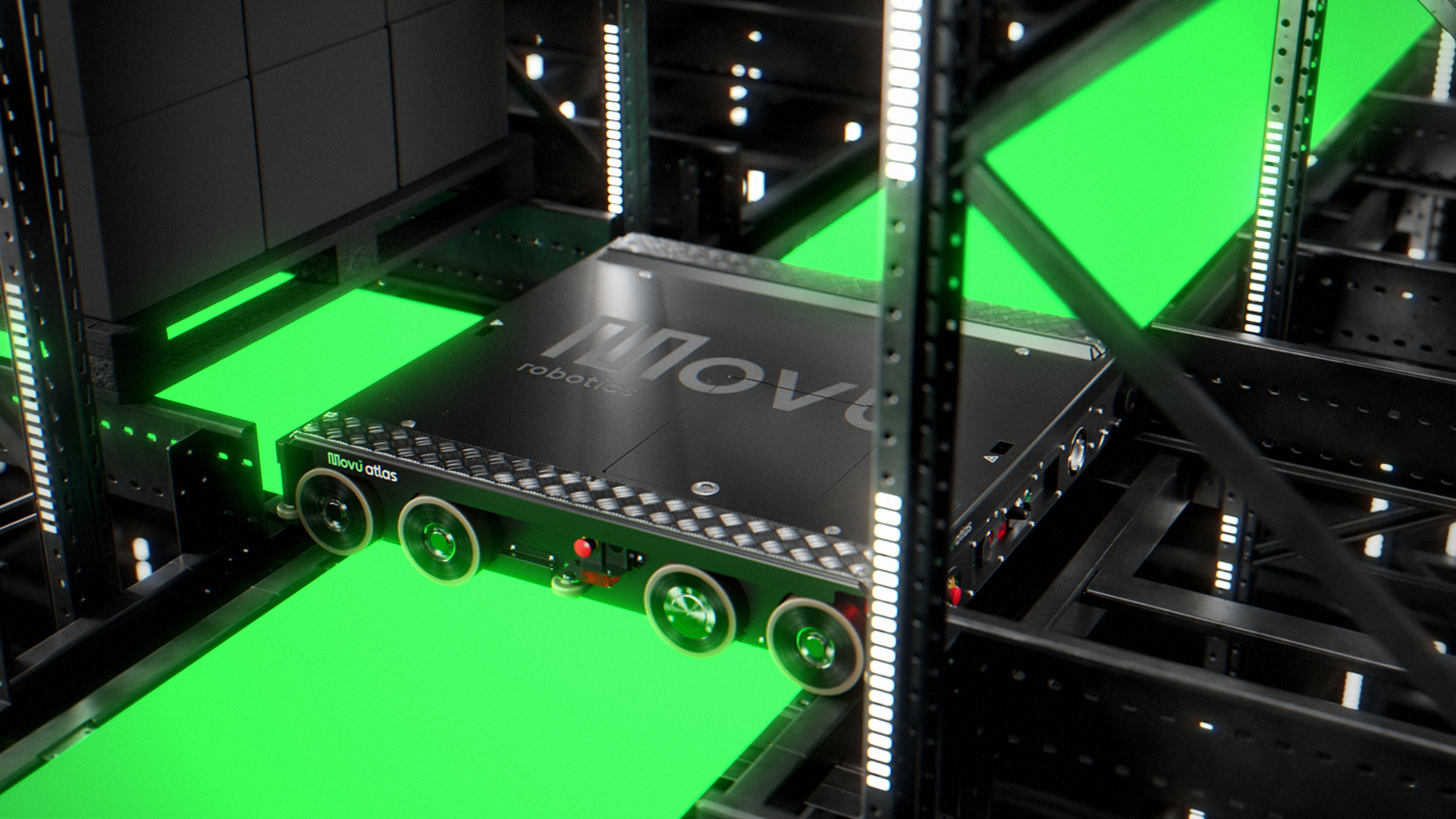
The Movu atlas pallet shuttle sub-system provides a high density, multi-pallet position deep Automated Storage and Retrieval System (AS/RS). At its heart is the Movu atlas shuttle. This is a self-powered pallet carrier, ingeniously designed to move and organise pallets with unrivalled proficiency in the 2D racking structure, which is specially designed for this purpose based on stow racking. Shuttles, which attain a speed of 1.4 m/s in both directions, can handle 1200 x 800 mm or 1200 x 1000 mm pallets with a 1.5 kg maximum load.
Movu pilot software manages the shuttle traffic within the shuttle rack, issuing orders from the user company’s Warehouse Management Software (WMS). The shuttles transport pallets on both the rails of the storage lanes, where the pallets are housed within the racking, and the rails of the main lanes that run across the storage lanes, serving as the only aisles. The crossings or intersections between the storage lanes and the main lanes allow a smooth transition for the shuttle, either unloaded or loaded. Pallets are received and picked from the system at the frontside of the pallet rack.
Movu escala robotic bin storage and fulfilment

Movu escala provides automated storage and retrieval for bins. Robot carriers move bins in all three dimensions within a dense storage and retrieval system, every point of which is connected by a sophisticated rail track. The robots move along the rails in two dimensions throughout a level of the system and they can move between levels via ramps, in a similar way to a car driving to the next level of a multi-storey car park. This eliminates the need for maintenance-intensive conveyors, lifts, service aisle access and sequencers.
Equipped with a multi-functional load handling device, the Movu escala robot can transport both standard 600 x 400 mm euro bins as well as larger bins with 650 x 450 mm dimensions. The average load-bearing capacity of a Movu escala robot trolley is a market leading 40 kg, making the robots suitable for handling heavy goods or industrial components.
Intelligent robot swarm management software, combined with the innovative rack design, allows sequencing of bins at multiple points within the system. Sequencing is also possible at the goods-to-person workstations.
Movu ifollow Autonomous Mobile Robots (AMRs)
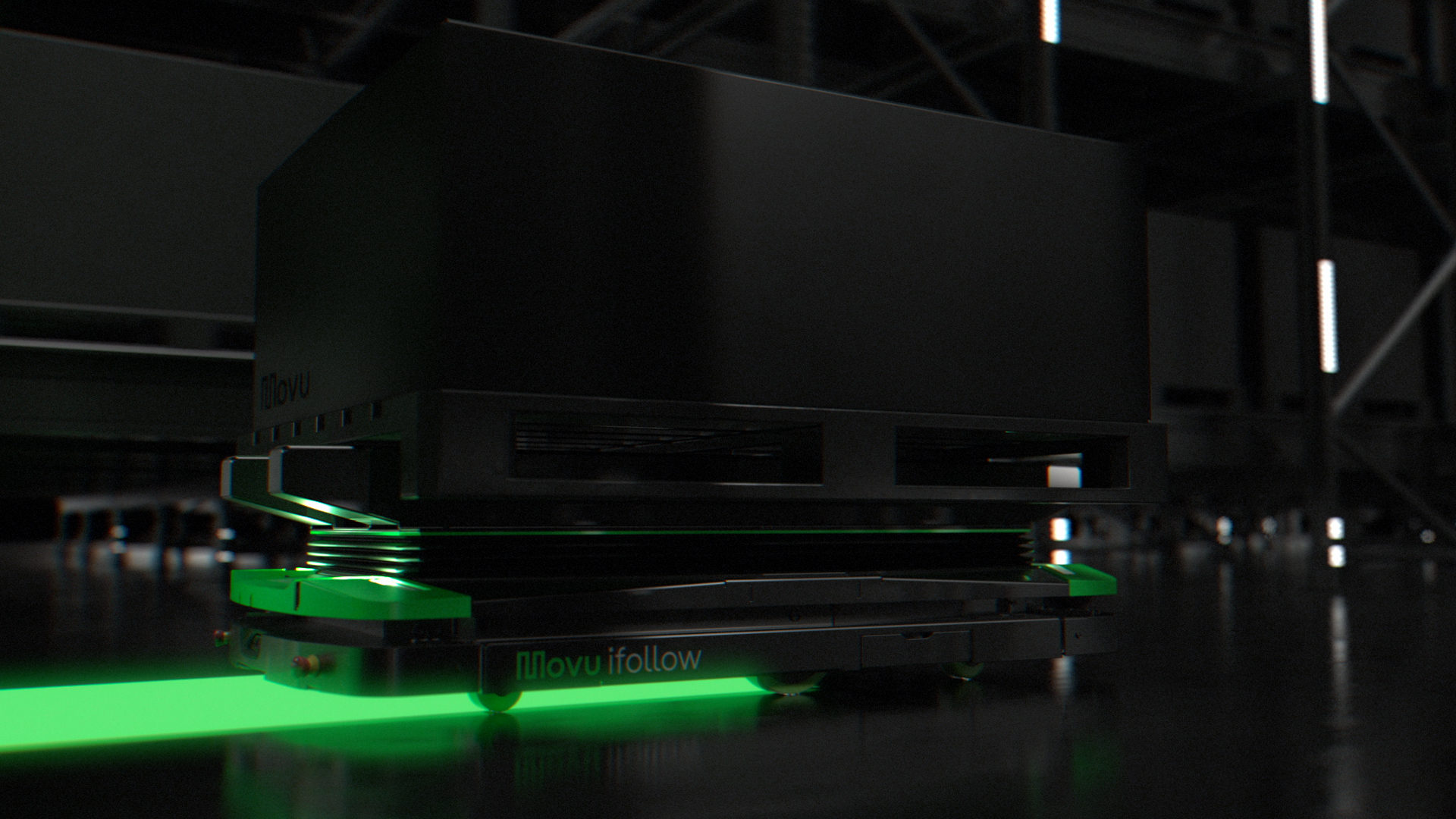
Movu ifollow is the versatile Autonomous Mobile Robot (AMR) solution for collaborative picking or transport of pallets or other load carriers. Their slimline design means the AMRs fit where other mobile robots will not and, unlike any other AMR, they can operate in cold stores, moving between temperatures from -25°C to +40°C and comprehensive customisation is possible with a range of modules that can interface with a variety of existing infrastructure.
The simplicity of ifollow allows for rapid deployment and customers can independently create and modify mapping according to requirements. Supporting Duo-picking and Zone-picking the collaborative robot offers a turnkey solution for material flow.
Mobile robots can be added or removed according to peak requirements, offering an enormously flexible automated intralogistics solution.
Movu eligo picking arm robot

Provided with seamless integration as a pick station option for the Movu escala bin shuttle, the innovative Movu eligo robot picking arm can automatically piece-pick from a single-SKU source bin and place the individual items into multiple mixed-SKU destination bins, or vice versa. It combines advanced software with intelligent grippers and machine vision to ensure reliable throughput. Gently grasping an item from a bin retrieved from the escala while picking, the robot then places the item in a delivery bin in an arrangement that optimise the bin’s volume. Providing feedback on grasp success, the intelligent grippers ensure an accuracy greater than 99%. In addition to a low error rate, the Movu eligo reduces the number of manual ‘touches’ required for order fulfilment or replenishment.
Able to achieve 600 picks per hour, depending on the specific implementation, the robot can pick goods up to 2 kg and with dimensions of 1 cm minimum to a maximum of 30 cm. Being completely product agnostic gives it the flexibility to handle changing product mixes.
Software
Movu software for the management of shuttles and AMRs facilitates the efficient management, coordination and monitoring of shuttles and robots, ensuring a smooth flow of materials. The Movu warehouse execution system (WES) for shuttles and AMRs is formed from three pillars: Movu ops manages all operations and takes the orders from a higher-level customer system and prepares them for Movu tower.This checks the available resources, selects the most suitable shuttle or AMR and sends the order to Movu pilot, which ensures the execution of the order at the level of the individual shuttle or AMRs.
Autonomous sub-systems as a solution
Technologies in the portfolio can be offered as either standalone products or integrated into a single autonomous sub-system as a solution, with components including racking, shuttles or AMRs, software, wi-fi and commissioning, which can boost customer performance, resilience and service levels. Standardisation and simplification is an essential part of Movu Robotics, its modular systems act as a set of building blocks to minimise the complexity and cost of upgrading. This makes the systems highly scaleable and enables a fast roll out for projects.
Jos de Vuyst, CEO of stow Group says: “Where many companies are built around one automation product, Movu Robotics has a portfolio currently comprising a pallet shuttle, a bin shuttle, an AMR and a piece picking robot to support their first steps into automation or upgrade existing warehouse installations. That’s quite rare, and the portfolio will continue to grow.”
Stefan Pieters, CEO of Movu Robotics, adds: “Movu Robotics cooperates closely with our racking colleagues in the stow Group. This is very important given that racks are a vital component of the solutions within the Movu product portfolio.”